



工業鋁合金型材由于在工作中金屬活動不均勻,會出現波形、扭曲和扭曲等型材形狀缺陷,輕則外觀丑陋,重則返工,進度資金浪費。?工業鋁型材形狀缺點就是主要問題原因1.鋁型材捏合模作業計劃不合理,導致金屬活動不均勻;2.鋁型材捏合速度快,捏合溫度高,會導致金屬活動不均勻。3. 鋁合金模具孔的先驗概率也會導致金屬的不均勻運動。4.引導路徑或不適當引導通路裝置;5.光滑不適宜。工業鋁型材形狀缺點進行解決辦法1.鋁與金屬甚至更均勻的活動的模具的修整捏合;2.選用進行合理的揉捏工藝,在確保出口環境溫度的前提下可以盡量選用低溫揉捏;3.合理的鋁捏合模結構設計;4.裝備適宜的導向途徑;5選用鋁揉捏牽引機牽引進行揉捏。
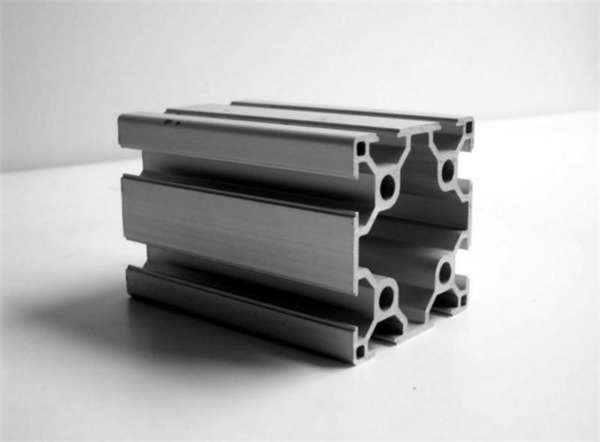
工業鋁型材主要應用在自動化設備,建筑等行業,常用的材質有6061和6063。6061要求有一定強度、可焊性與抗蝕性高的工業結構性,如制造卡車、塔式建筑、船舶、電車、家具、機械零件、精密加工等用的管、棒、形材、板材等。6063工業型材、建筑型材,灌溉管材以及供車輛、臺架、家具、欄柵等用的擠壓材料。6063分為6063-T5和6063-T6,分別是采用不同的冷卻方法。工業型材的材質部分好壞,只有適合不適合,不同的用途需要用到不同材質的工業鋁型材。選擇使用的標準有:1、鋁型材表面處理氧化是否達到標準;2、鋁合金材質是否符合說明標準;3、鋁型材壁厚是否符合要求;4、鋁型材直線度是否符合自己設計標準。
工業鋁型材深加工初步工藝有軋制、擠壓、拉伸、鍛造等步驟,這些步驟將原料鋁棒擠壓制成不同截面的工業鋁型材。2.擠壓好的工業鋁型材需要進行切割、拉彎、沖壓、表面處理等工藝,這些工藝可以讓工業鋁型材表面形成氧化膜,可以提升工業鋁型材的化學性能及力學性能。3.經過表面處理的工業鋁型材需經過CNC或者專用機床、焊接等設備對型材進行系列的精密機加工。4.當以上步驟均完成后,一般可以得到長度為6米/支的陽極氧化工業鋁型材。這時候可以根據用戶自身的需求,對工業鋁型材進行深加工。如定制長度、切角、打孔攻牙、組裝設備鋁型材框架機罩等。5.工業鋁型材深加工原則為:精度越準確越好,在進行深加工的鋸片需經過修磨,且切割完成后,需對加工過程中產生的鋁屑進行清理。