



斜床身數控車床的兩根導軌所在平面則與地平面相交,成一個斜面,角度有30°,45°,60°,75°之分,其實數控車床的技術和車床本身就是有著一定的聯系,數控車床簡單的意義來說也就是機床在加工過程當中的數字化的控制系統,當然,數控車床并不單單只有一個數控系統,他也有很多不同的技術,完全是利用一些不同的技術,來家工程隊為先進的設備的,他包含的范圍較為廣泛,包括數控車床,數控銑床,數控加工中心,還有數控線的切割等多種不同的類型。 從機床側面看,平床身數控車床的床身呈四方形斜床身數控車床的床身呈直角三角形,建立機床坐標系:由于機床參考點與機床原點保持固定尺寸聯系,用戶無修改權限,而機床原點是一個定義點不能直接測量,機床參考點是硬件點可以通過限位開關定位確定,因此開機時只要讓機床直接返回參考點,通過直接確認參考點在機床坐標系的位置來間接確定機床原點OM的位置,從而建立起機床坐標系,這樣在數控裝置的控制下刀具的移動才有了一個運動基準。
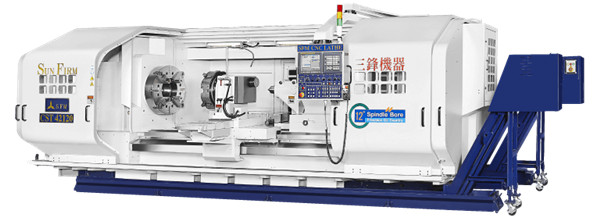
很明顯,在相同導軌寬度的情況下,斜床身的X向拖板比平床身的要長,應用在車床的實際意義是可以安排更多的刀位數,根據3月份中國機床工具協會發布的《2018年機床工具行業經濟運行情況分析》,2018年我國機床工具行業雖總體發展平穩,但與機床數控系統需求端密切相關的3C消費電子領域和汽車制造領域需求放緩,以新能源汽車為代表的車身結構輕量化,高強度需求成為主流,3C產品加工也從金屬加工走向玻璃、陶瓷加工,下游產業對精密化部件的需求,讓機床行業走向智能化,高精度化轉變。
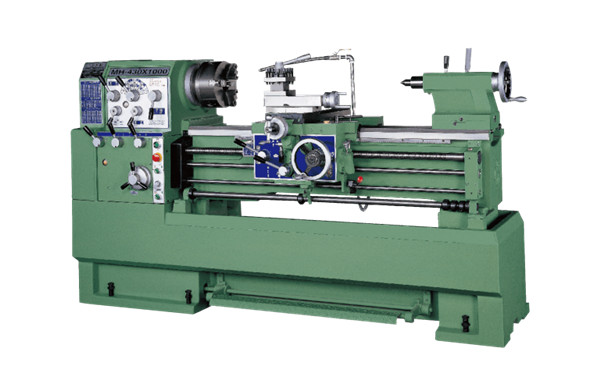
斜床身數控車床的布局直接可以影響X方向滾珠絲桿的間隙,重力直接作用于絲桿的軸向,使傳動時的反向間隙幾乎為零,平床身數控車床的X方向絲桿不受軸向重力影響,間隙無法直接消除,使用數控車床加工產品,能夠大幅的提升生產效率,整個工件裝夾完成之后,輸入已經編制好的加工程序,整個機床就可以自動完成加工的過程,相對來說,加工的零件在改變的時候通常只需要更改一系列的數控程序,因此從某種程度上來講,這能夠大幅度的縮短整個加工的時間。